
Once you have selected your pump type you have to select the right size. Pick too small a pump and the problems will be obvious but picking too big a pump can be just as bad. Not only are you wasting your money on an unnecessarily expensive pump, but it can beat up your beer. After all the pump wants to move stuff around and if your pump is too big for your lines, it will cavitate and damage your beer, your pump and your lines and…
So to size your pump you need to figure out a few basic things:
Let’s take an example where Joe wants to transfer 20 barrels of wort from the boil kettle to a fermenter.
- 1. Flow Rate – How much product do you want to move in a set period of time. For example you want to transfer 20 barrels of wort in 20 minutes. 20 barrels x 31 gallons = 620 gallons/20 minutes or 31 gallons per minute.
- 2. Discharge head or lift – Simply how high we need to lift the wort. The height of the fermentation tank plus any additional lift. (i.e. Are your tanks elevated on a platform or on the second floor)
- 3. Back Pressure (also known as pressure drop) – Is what wants to stop that wort from moving? Equipment like valves, heat exchangers, filters all sit between where your wort is and where you want it to be. The pressure drop for this equipment can be found in different ways. On the name plates of your heat exchangers. Filter suppliers will have it for different elements. Add all this together and you know your back pressure.
Suction side design – Keep your suction-side lines large and short
Now if you have an engineer helping you he will start to talk about Net Positive Suction Head (NPSH) and cavitation. Cavitation is a very bad condition where the liquid is actually vaporizing inside the pump head. It is caused by a lack of NPSH, but don’t panic. There is a simple trick to avoid the whole problem. First keep your suction-side lines large and short. Second, never try to suck beer through any equipment (like filters or heat exchangers). Always put your equipment on the discharge side. Follow these two rules and the chances of having a cavitation problem are greatly reduced.
A real world example
Case story – Let’s look at Joes’ Brewery again(obviously not the brewery’s real name)
As previously mentioned, Joe wants to transfer 20 barrels of wort in 20 minutes through a heat exchanger to his fermenter.
(For this example we will ignore friction loss is the pipe)
Flow rate: (20 barrels x 31 gallons per barrel) = 620 gallons/20 minutes or 31 gallons per minute
Discharge head: a 20 bbl fermenter is approximately 8 feet high so the discharge head is 8 feet
Back pressure: From the heat exchanger name plate we are told the pressure drop is 7.4 PSI. (1 PSI = 2.3 ft) 7.4 PSI x 2.3 = 17 ft
Our total head is 8 ft + 17ft = 25 ft
Now we plot out the head pressure and the flow rate on to the pump curve.
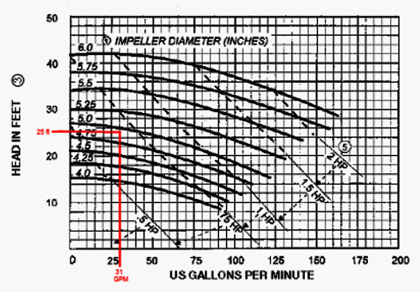
We plot the two lines on the pump curve and we see that they meet just below the 5.0 line and just left of the .75 HP line. So we can determine that Joe needs a pump with a 5” impeller and a ¾ HP motor.